
Look at virtually any product that’s been shipped, stored in a warehouse, or sold at retail — and there’s a good chance it spent time inside a corrugated box. Corrugated packaging is the most widely used packaging material in the world, and for good reason. It’s strong, lightweight, customisable, recyclable, and remarkably cost-effective.
But “it’s strong and cheap” barely scratches the surface. This guide explores the full range of advantages corrugated boxes offer — and why businesses from small e-commerce startups to global manufacturers depend on them.
What Makes a Box “Corrugated”?
Before getting into the advantages, it’s worth understanding what corrugated actually means — because it’s often confused with plain cardboard.
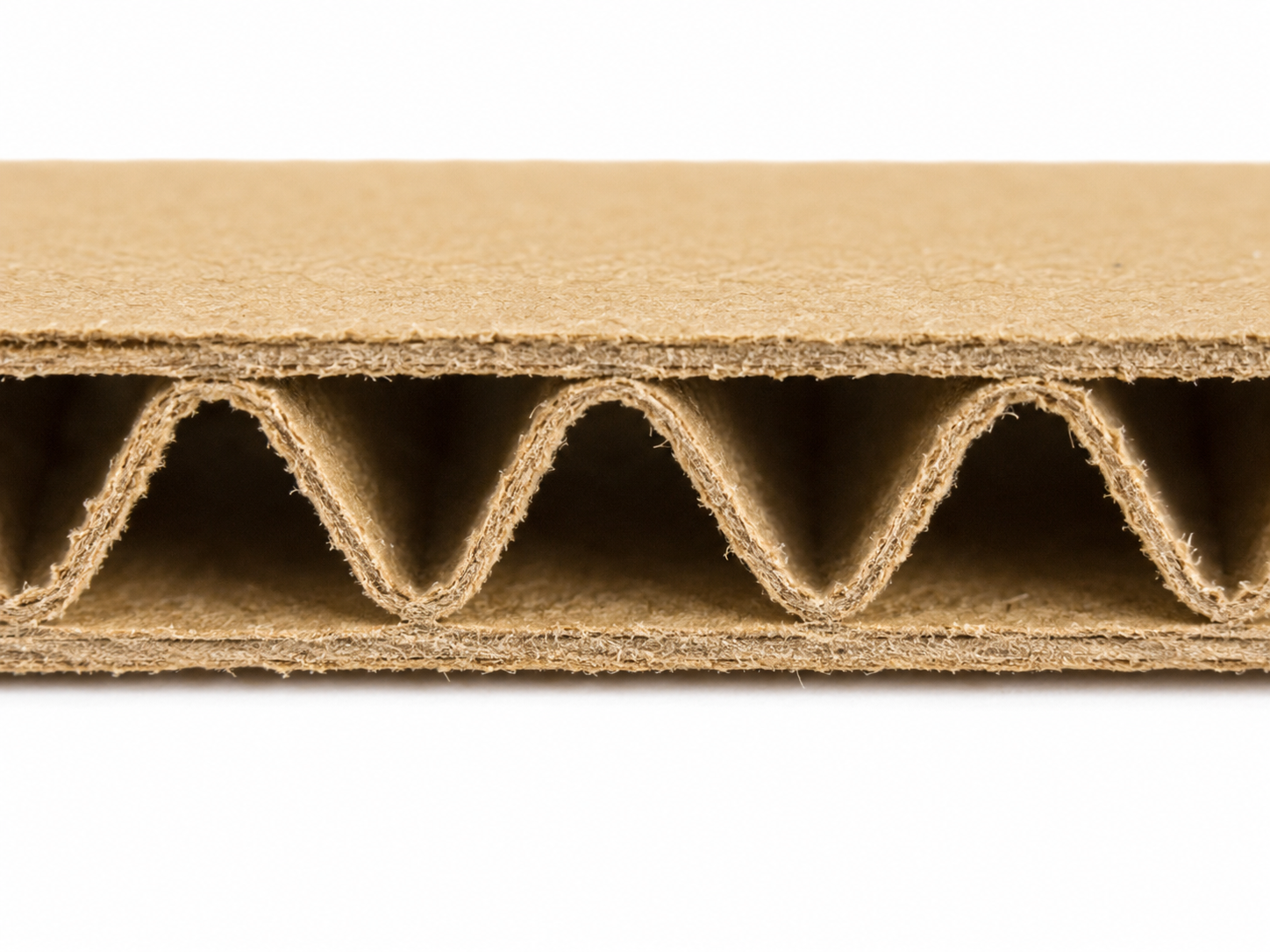
A corrugated board is made of three layers: two flat sheets of paper (called liners) sandwiching a wavy, fluted middle layer (called the fluting or medium). That fluted layer is the key to everything. It creates a series of arches that distribute pressure, absorb impact, and resist crushing far more effectively than a flat sheet of the same weight.
There are different corrugated flute sizes — A, B, C, E, and F — each offering a different balance of cushioning, strength, and thickness. The right flute for your application depends on what you’re shipping and how it needs to be protected.
Advantage 1 — Exceptional Structural Strength
The most obvious advantage of corrugated boxes is their strength relative to their weight. The arch structure of the fluting provides rigidity that solid cardboard cannot match at the same weight. Corrugated boxes can be stacked under significant load without collapsing — which matters enormously in warehouses, shipping containers, and retail back rooms.
For heavy products, double-wall or triple-wall corrugated board provides even greater load-bearing capacity. Double-wall corrugated (two layers of fluting) can support hundreds of kilograms when stacked — making it suitable for appliances, industrial parts, and heavy retail goods.
Advantage 2 — Superior Protection for Products in Transit
Corrugated boxes don’t just hold products — they protect them. The cushioning effect of the fluted layer absorbs shocks and vibrations during transport. When a parcel is dropped, jostled on a conveyor, or compressed under other boxes, the corrugated structure acts as a buffer, reducing the force transmitted to whatever’s inside.
For fragile items — electronics, glassware, ceramics, food products — this protection is essential. Combined with internal cushioning materials like foam, air pillows, or moulded pulp inserts, corrugated packaging creates a highly effective protective system that keeps products intact from factory to doorstep.
Advantage 3 — Lightweight Despite Its Strength
One of the most commercially important properties of corrugated board is that it achieves high strength at relatively low weight. Because the fluted core is mostly air, corrugated boxes are much lighter than solid board of equivalent structural strength.
For businesses, this directly affects shipping costs. Carrier pricing is based on both size and weight — lighter packaging means lower freight costs across thousands or millions of shipments. For e-commerce businesses in particular, where shipping costs are a significant portion of unit economics, packaging weight is a real business metric.
Advantage 4 — Highly Customisable
Corrugated boxes can be manufactured in virtually any size, shape, and configuration. They can be die-cut into complex shapes, scored for easy assembly, fitted with handles, windows, or tear strips, and printed with full-colour graphics.
For branded e-commerce packaging, corrugated boxes are the dominant choice. They can be printed with your brand colours, logo, and messaging using flexographic or digital printing. The exterior becomes a marketing surface — the first physical touchpoint your customer has with your brand.
Custom box styles — RSC (Regular Slotted Container), die-cut auto-bottom, full overlap, and many others — allow the box to be tailored to how it will be packed, shipped, and opened.
Advantage 5 — Cost-Effective at Scale
Corrugated packaging is one of the most cost-efficient packaging formats available. Raw materials (recycled paper fibre) are abundant, the manufacturing process is well-established, and the ability to ship boxes flat means storage and transport of the boxes themselves is efficient.
For high-volume applications — FMCG, e-commerce, food and beverage, manufacturing — the per-unit cost of corrugated boxes is very competitive against alternatives. And because corrugated can be standardised into a small range of sizes that fit most products, waste is minimised.
Advantage 6 — Sustainable and Recyclable
Corrugated packaging has one of the strongest sustainability credentials of any packaging material. It is made primarily from recycled fibre — the paper pulp used to make corrugated board often contains 70–100% recycled content. And at end of life, corrugated boxes are among the most widely recycled materials in the world.
Corrugated boxes are accepted in household and commercial recycling programmes in virtually every market. They biodegrade naturally if they end up in landfill. And because the material is paper-based, it can be certified under FSC (Forest Stewardship Council) standards, which is increasingly important for businesses with sustainability commitments.
For brands communicating eco-credentials to customers, corrugated packaging is one of the easiest wins — it’s a material that consumers already associate with recyclability.

Advantage 7 — Moisture and Temperature Resistance (With Treatment)
Standard corrugated board absorbs moisture, which weakens it — a well-known limitation. But treated corrugated boards address this. Wax-coated, clay-coated, and polymer-laminated corrugated boards are used extensively in food packaging, refrigerated logistics, and applications where moisture exposure is expected.
For chilled or frozen food applications, moisture-resistant corrugated boxes maintain structural integrity through cold chain distribution. For produce, corrugated bins and boxes with venting holes allow air circulation while still providing protection.
Advantage 8 — Fast and Easy to Assemble
In a fulfilment centre or warehouse, packing speed matters. Corrugated boxes are designed to be assembled quickly — most standard styles can be set up in seconds by hand or by automated erecting machines. For high-volume operations packing thousands of orders per day, the ease of box assembly is a meaningful operational advantage.
Self-locking base designs, auto-bottom boxes, and tuck-top styles eliminate the need for tape on certain sides, further speeding up the packing process.
Advantage 9 — Excellent for Retail Display
Beyond shipping, corrugated boxes are used extensively in retail display. Counter display units (CDUs), pallet displays, and shelf-ready packaging (SRP) are all made from corrugated board. These formats allow products to be shipped in the same box they’re displayed in — reducing handling time for retailers and keeping products organised on the shelf.
Printed corrugated display boxes can be very visually striking, making them an effective tool for in-store promotions, seasonal ranges, and new product launches.
Advantage 10 — Versatility Across Industries
Very few industries don’t use corrugated packaging in some form. The range of applications is remarkable:
- E-commerce: Branded mailer boxes, shipping boxes, product inserts
- Food and beverage: Produce boxes, beverage trays, food service packaging
- Electronics: Protective shipping boxes, inner packaging, pallet stacking
- Pharmaceuticals: Secondary packaging, cold chain distribution
- Automotive: Parts packaging, heavy component transit
- Retail: Shelf-ready packaging, display units, promotional stands
- Moving and storage: General purpose boxes for residential and commercial moves
This versatility is why corrugated packaging is a multi-hundred-billion-dollar global industry — it’s the packaging solution that works across nearly every sector.

Choosing the Right Corrugated Box for Your Needs
Not all corrugated boxes are the same. Making the right choice involves considering:
| Factor | What to Consider |
|---|---|
| Board grade | Single-wall for light products, double-wall for heavy or fragile items, triple-wall for industrial use |
| Flute size | C-flute for general shipping, B-flute for retail display, E-flute for fine printing and small boxes |
| Box style | RSC for general shipping, die-cut for custom shapes, self-locking for high-speed packing |
| Print requirements | Flexo for large runs, digital for short runs or variable data |
| Moisture resistance | Standard for dry conditions, coated board for humidity or cold chain |
Final Thoughts
Corrugated boxes aren’t glamorous, but they’re one of the most important innovations in modern commerce. They make it possible to ship products safely, store them efficiently, display them attractively, and do it all at a cost that makes commercial sense — while remaining one of the most recyclable packaging formats available.
Whether you’re looking for plain shipping boxes, fully branded custom corrugated packaging, or retail display solutions, PackPro manufactures corrugated boxes to your exact specifications. Get in touch to discuss your requirements.
Related Reading
- Advantages of Folding Boxes
- How to Reduce Packaging Costs Effectively
- Hat Shipping Boxes: Sizes and Key Considerations
Frequently Asked Questions
What is the difference between corrugated and regular cardboard?
Regular cardboard (paperboard) is a single flat sheet, while corrugated board has three layers: two flat liner sheets sandwiching a wavy, fluted middle layer. That fluted core creates air-filled arches that give corrugated boxes their superior strength, cushioning, and crush resistance — properties that plain cardboard cannot match at the same weight.
Why are corrugated boxes stronger than regular cardboard?
The strength of a corrugated box comes from its fluted middle layer, which acts like a series of arches under load. These arches distribute pressure and absorb impact far more effectively than a flat sheet. The result is a material that is much stronger and more rigid relative to its weight than solid cardboard of the same thickness.
Are corrugated boxes recyclable and sustainable?
Yes. Corrugated boxes are among the most recycled packaging materials in the world, accepted in household and commercial recycling programmes globally. They are made from 70–100% recycled fibre, biodegrade naturally, and can be certified to FSC standards. For brands with sustainability commitments, corrugated is one of the most credible packaging choices available.
What is double-wall corrugated board used for?
Double-wall corrugated board contains two layers of fluting between three liner sheets, making it significantly stronger than single-wall board. It is used for heavy products, fragile items, and applications where boxes are stacked under high loads — such as appliances, industrial parts, electronics, and bulk retail goods.
Can corrugated boxes be custom printed with branding?
Yes. Corrugated boxes can be printed with full-colour graphics, logos, brand colours, and messaging using flexographic printing (for large runs) or digital printing (for shorter runs or variable data). Custom-printed corrugated boxes are a highly effective e-commerce packaging tool — the exterior becomes a branded marketing surface at the moment of delivery.